
Tools & Resources
Inventory Hides Waste
Run Lean Without Running Onto the Rocks
Lean manufacturing is a concept that many people think is only for mass production industries, but nothing could be further from the truth. Being lean means eliminating waste, and eliminating waste is good for any business.
To put the concept in perspective, waste is redefined as "anything that does not add value from the customer's perspective". The whole idea of lean manufacturing is continuous product flow through the entire value stream. Inventory is seen as equivalent to cycle time - and reduced cycle times and inventories will force waste to be exposed and eliminated.
Think of your business as a ship sailing happily through deep water, but below the surface are dangerous rocks - missed deliveries, storage damage, excessive lead times. If you take out some of the water (your inventory) you will soon be forced to remove the rocks. Changing over to lean manufacturing, therefore, is all about removing the rocks at the same time as you are removing the water.

The benefits can be staggering. One typical company improved on-time delivery from 80 per cent to 95 per cent in nine months, while another reduced it missed deliveries by 70 per cent in six months. Yet another company was able to eliminate a complete finished goods warehouse in eight months.
What first?
The first steps towards lean manufacturing may surprise you. While the objective is to improve all the basic customer requirements of cost, quality, lead time, and on-time delivery, it is the last two that you should pursue first. Cost and quality will follow. By reducing lead times and cycle times, and forcing on-time completions, you will generate cost and quality improvements automatically. As one manager puts it, "it's difficult to spend as much money making something in three days as you can spend in three weeks".
The main benefit in quality arises because a smaller Work In Process (WIP) inventory means fewer defects "in the system" when a defect is first discovered. That means less work to be remade or scrapped, and the prompt discovery also improves the likelihood of uncovering the root cause of a defect.
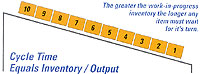
Let's start by considering why inventory and cycle time (or lead time) are treated as essentially the same thing. Think of a conveyor with 10 boxes on it.
If we remove and process one box off the bottom, and put another box on the top each day, it will take 10 days for each box to get through this operation. What's the point" Cycle times correlate directly with WIP inventory levels. Even if one box is expedited, the average cycle time does not change, because moving one box ahead simply delays the other boxes by a proportional amount. Now, picture that same conveyor with only two boxes on it. We have not changed the equipment (conveyor) or workload (still one per day), but the lead time has been cut by 80 per cent!
High WIP inventory levels also affect on-time delivery. Long cycle times mean customers must order further ahead, and this increases the likelihood that customers will need some orders expedited. As we have just noted, expediting one box will make the other boxes late. If we reduce cycle times, customers can predict their needs more reliably, and expediting will become a rarity.
Dual approach
When making the transition to lean, a two-pronged approach is best. Macro gains are achieved via global lead-time and ontime initiatives, while specific productivity and quality initiatives are pursued at the operational level through concentrated blitzes. More about blitzes later.
At the macro corporate level, top management must start by setting goal curves and obtaining a commitment to them by the entire staff. A goal curve combines a goal (say 95 per cent on-time delivery) with a date for achievement (say six months from today) and a line (the actual goal curve) drawn from our current performance level to that target and date. Goal curves will generally need to be set for inventory and lead time reduction and for on-time shipments improvement.
Top management must also appoint fulltime internal facilitators, who should be senior people, well respected, and familiar with the company's people and processes. The facilitators become the champions for the cause, and they should report directly to the chief executive.
There are two basic methods for implementing lean manufacturing. You can either install kanban controls or cut planned lead times - both will lead to improved ontime delivery. Consider each method as a tool in your toolbox, and choose either or both according to your needs.
Kanban controls
Kanban is a Japanese word meaning "signal". It is commonly used in production as a signal that authorises the production or movement of a product, and it is typically represented by an amount of space allocated for product storage between operating units. Kanbans limit the amount of inventory allowed between units, which in turn limits the time it takes to get any product through the process. Inventory can be limited quite simply by limiting the storage space available.
The operating rules are simple and powerful. The feeding operation is authorised to supply material only if there is space available to accept it. If all of that space is already occupied, the downstream operation does not need more material.
A team, composed of representatives from both the supplying process and the consuming process, agrees on a goal curve for the maximum kanban size. The kanbans are reduced every week. It is this inter-unit goal curve that allows the objectives set by top management to actually take place on the shop floor.
Mind you, kanbans can be controversial. For example, a feeder process may have to slow or even stop production if it has filled all the inventory space. Traditionally, this sort of action would be totally against the rules.
But kanban controls provide some very large benefits. By limiting inventory, and thereby lead time, they make for quicker delivery to customers. They also shift the management focus from optimising individual processes to optimising the overall workflow of the plant. Every process becomes matched to the pace of the tightest bottleneck, and the plant begins to take on the characteristics of an assembly line. Units are forced to communicate and coordinate like never before.
Perhaps the most powerful aspect of kanban controls is that they force continuous improvement. By exposing the "rocks" under the surface, they force them to be fixed, and that inevitably improves cost, quality or both.
On-time delivery
The big challenge when introducing lean manufacturing is to achieve on-time delivery. Truthfully, it isn't very difficult to reduce inventory - if you don't have to be on time! On-time delivery must become the "stake in the ground" that makes all other measures relative. Your promise must be: "We ship on time. All the time."
Along the way to keeping your promise, you will keep on finding and eliminating those submerged "rocks". One that you may encounter is the disruption caused by scheduled maintenance. Needless to say, if the kanban between two units is sized at 12 hours, a scheduled maintenance period of 24 hours will cause a problem! The solution is to modularise and cascade your maintenance - split it into smaller chunks, done more frequently, and sequence it through the production cycle. With sequencing, each unit stops for maintenance before it runs out of inventory, while the previous operation restores the inventory in time for the re-start of the following process.
Cut lead times
Without doubt, kanban controls are immensely powerful and beneficial in most plants. However, in plants where kanbans are not effective, the alternative is to cut lead times. Your objective is still to reduce inventory, but your method is different.
Most plants have some form of planning or scheduling system that allows them to determine operational due dates. You can use these dates to cut WIP inventory and get reliability. First, the lead-time offsets for each operation are reviewed, and all obvious excesses are immediately cut out - this is the low hanging fruit. Since lead time equals inventory, cutting the planned lead times will cut inventory proportionally. Goal curves are then established for further lead time cuts.
Reliability is achieved by holding each department accountable to hit its operational due date. Once again, a goal curve is used (it isn't reasonable to expect an operation to go from 30 per cent to 90 per cent overnight). Teams composed primarily of operations, planning and technical people are tasked with bringing the on-time performance in their area up the curve. As long as they are above the curve, no further reporting is required. When they fall below the curve, formal "cause and corrective action" reports are required.
Blitzes
Usually by the third or fourth month, a company is ready to begin focused area blitzes - the most effective way to attack and implement process improvements. Teams are formed of both hourly and salaried employees (plus an occasional outsider such as an equipment supplier, customer, office worker or executive). A specific area and objective are generally targeted in advance, such as "this team will attempt to cut the change-over time on a particular machine by 50 per cent by the end of the week". Each blitz lasts from three to 10 days, focussed on generating ideas and implementing improvements NOW.
Blitzes provide a powerful vehicle for the operating units to resolve the "rocks" that are inhibiting their achievement of the goal curves. The main thing that blitzes have in common with the macro corporate initiatives is that they start with the "low hanging fruit". For many companies, this may prove the key to overall success.
Introducing a major change is always challenging, and there must be rewards for the people who have to live with the changes. One often overlooked reward is the employment security and career growth opportunities provided by improved competitiveness.
Always remember those two "easy" items among the golden rules: JUST DO IT, and DO THE EASY STUFF FIRST. You will be amazed and delighted with the results.
TRANSITIONING TO LEAN: THE GOLDEN RULES
- The process begins at the top: It is critical that top management understands the Lean concepts and implications up front. It must set the top-level expectations, and revise the reward systems accordingly.
- Goals drive the process: Goal curves force the Continuous Improvement Process. A consistent set of goals unifies priorities and direction. Top level goals are supported by division, plant, department and work centre goals. They must be commitments. People must be held accountable.
- Focus on the customer: Every customer wants low cost, high quality, short lead time and on-time delivery. Everything you do should be focused on improving some aspect of customer value.
- Just do it! Results beget results: Try something. See if it works. If it works, do more of it. If it doesn't, try something else!
- Do the easy stuff first: Get immediate bang for the buck. Quick results generate momentum and furnish the cash needed to solve some of the more difficult problems. Do what you can, with what you've got, where you're at, right now!
- Seize the moment: Provide people with enough tools to get started. Put that education to work immediately. Make something happen. But after that, teach each new technique when the relevant problem arises - make the most of the "teachable moment".