
Tools & Resources

Offshore oil and gas platforms are typical users of the z quality steel plate that is produced by some of the world's best steel producers
Z quality plate tested through and through
The term 'Z' quality has been used for many years. It is often specified for critical applications in structures such as offshore oil and gas platforms (particularly the node joints), ball mills, heavy flanges and some pressure vessels. These applications endure high levels of stress from loading or from excessive restraint of welded sections, particularly where heavy plate sections are used.
But what does Z quality actually mean?
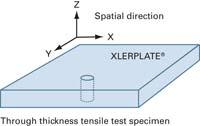
It means a low-sulphur steel with a tested level of ductility through the z axis of the plate, as opposed to the transverse or longitudinal axes. Z quality is determined by 'through thickness' testing, hence Z quality plate is sometimes referred to as through thickness tested plate. Z quality is usually specified where the chief design concern is high loads perpendicular to the plate surface. Plate thicknesses between 16mm and 100mm can be Z tested.
In applications such as the nodal joints of an offshore structure, Z testing ensures the plate can cope with large through thickness tensile forces. The Z test is a tensile test conducted perpendicular to the surface of the plate. It specifically measures ductility rather than strength. In effect, the test replicates the forces involved in pulling the two faces of a plate apart.
Testing
Much of the work in Z testing goes into preparing the sample. Firstly, a cylindrical plug of steel is taken from a sample of XLERPLATE® steel.
Next, in order to provide a test piece long enough to fit the tensile testing machine, stubs are welded to the ends of the cylinder (the former plate surfaces) using flash butt welding. The test piece is then machined into the appropriate size for a tensile test.
Welding of the stubs onto the test piece limits the thickness of plate that may be Z tested, as the heat from the welds leads to changes in the plate's microstructure. If the plate is too thin, a large proportion of the sample will be affected and this can impact on the result obtained in the through thickness test. Hence, a minimum plate thickness of 16mm is set to ensure a valid test result.
The Z test is carried out in the same manner as a tensile test except that, as already stated, it measures ductility (% reduction in cross-sectional area of the test piece), not strength. In order to ensure consistent Z test performance, it is common to perform a minimum of two tests on each plate.

Calculations
In Z testing, the percentage reduction in cross sectional area, or 'RAz', is the required measure.
To obtain the RAz figure, the cross sectional area after testing (Rf) is deducted from the cross section before testing (Ro) and the result is expressed as a percentage of the original cross section: (RAz = (Ro - Rf) / Ro x 100).
Therefore, a higher RAz figure represents a greater percentage reduction in cross section before failure. This in turn reflects greater ductility of the steel in the Z direction, as the steel will deform to a greater extent prior to failure. Through thickness test requirements are detailed in Australian Standards AS/NZS 3678 and AS 1548.
Most specifications for Z grade steel will require a certain minimum RAz figure, generally in the order of 15, 25 or 35 per cent. These figures have been determined from practical experience. The required RAz figures are commonly incorporated into the grade name of through thickness steels, particularly for pressure vessels, such as AS1548-PT460NRZ25. In this example, the specification is calling for AS1548-PT460NR, tested to a minimum requirement of 25 percent reduction in area in the through thickness direction.
Producing Z quality XLERPLATE® steel
Clearly, not just any XLERPLATE® steel will pass the Z test. The key to producing Z quality plate lies in two factors. Firstly, it must have low-sulphur, and secondly, there must be sufficient reduction during the rolling process.
Low-sulphur
For ordinary structural steels, the typical sulphur level is enough to form sulphides of a size that can lead to failure when subjected to very high stresses in the Z direction. Hence, it is necessary to restrict the sulphur level where Z quality is required.
BlueScope Steel restricts sulphur levels to less than 0.005 per cent for Z quality XLERPLATE® steel grades. This requires extra processing during steelmaking, specifically adding calcium which has a particular affinity for sulphur. The resulting sulphides are floated off with the slag. At BlueScope Steel, this process is generally combined with vacuum degassing to ensure the XLERPLATE® steel is as clean as possible. It is essential that specifiers discuss with steel suppliers the specific requirements of the Z quality XLERPLATE® steel to be used.
Rolling reduction
Once a suitable low-sulphur steel has been developed, the other requirement for Z quality is high reduction during rolling, generally a minimum reduction of 3:1. This limits the maximum thickness of Z quality XLERPLATE® steel to one third of the slab thickness available. High reduction rates ensure that any sulphides present are rolled out to such an extent that they are broken up and as a result do not form the plane of weakness. However, the steel must be suitably low in sulphur for this process to work.
With standard slab thickness at 230mm, this limits the plate thickness to about 75mm. However, Z quality XLERPLATE® steel with thicknesses up to 100mm is available from 300mm thick slabs for a limited range of products.
Glossary
Flange – sections welded onto structures. Typically, flanges are used for joining sections of structures together. Flanges are often heavy gauge, so the resultant large welds needed to keep the flanges in place can place a lot of perpendicular stress on a plate and Z quality plate helps stop them being torn apart.
Ductility – the ability of a material to deform plastically without tensile forces; an axial force applied to a member such that the member undergoes an extension of the length.
Flash butt welding – a form of resistance welding that involves pressing two ends together, while simultaneously running a current between them.
Plane of weakness – interface between an inclusion and the steel matrix lying in the X-Y plane of the plate.